答案已發布15 個來源
工程圖上的焊接符號怎麼讀:AWS 與 ISO 判讀指南
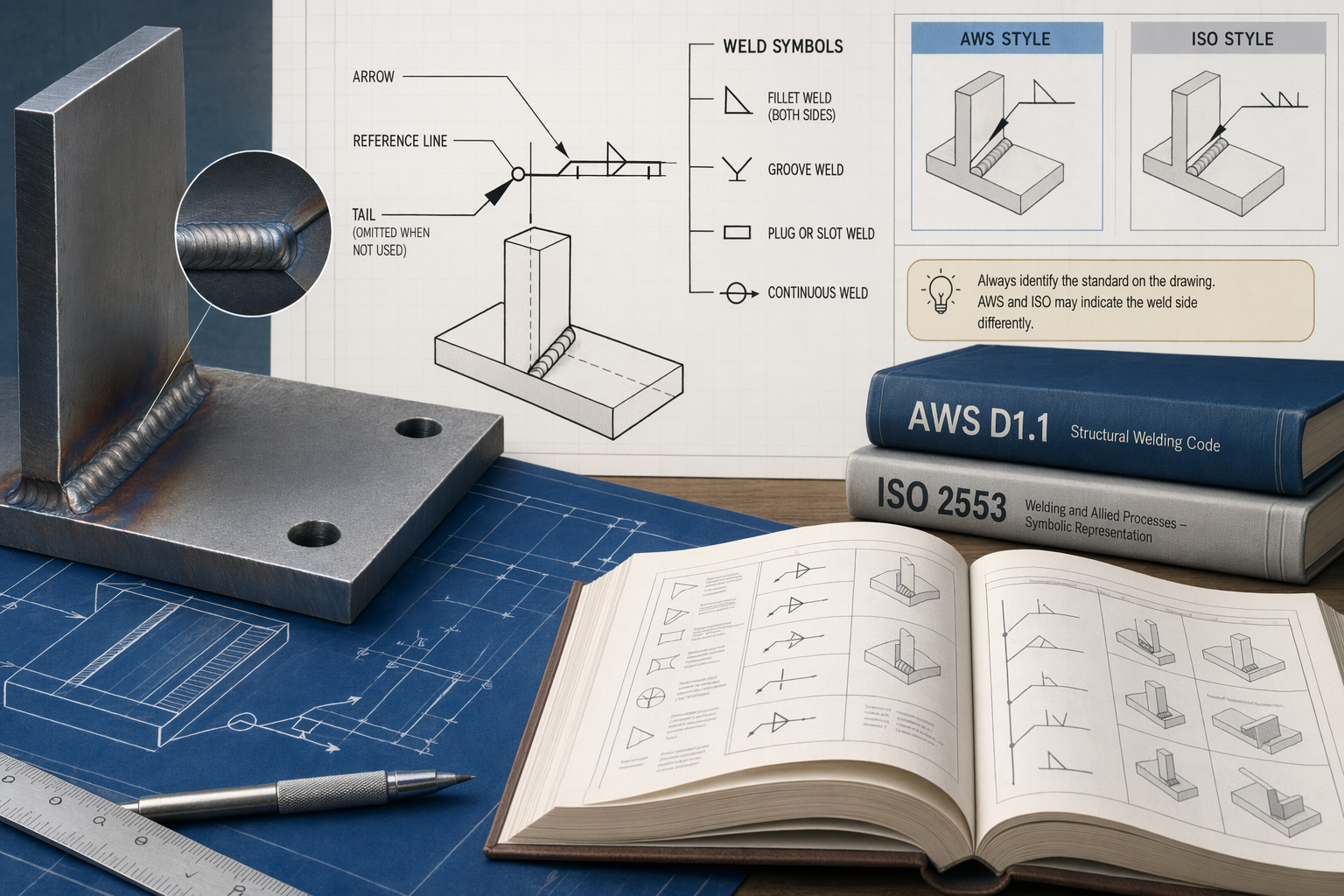
焊接符號要當成一整句施工指令來讀:先確認圖面採用的標準,再看箭頭、參考線、焊接側、焊縫類型、尺寸與尾註。 常見 AWS 讀法中,符號在參考線下方通常表示箭頭側,上方表示另一側;BS EN 22553 則以實線與虛線區分近側與遠側。 符號旁的數字不是附註而已,可能代表尺寸、長度、節距、根部間隙、坡口角度或最終焊道輪廓。
AI 提示詞
openai.comCreate a landscape editorial hero image for this Studio Global article: رموز اللحام في الرسومات الهندسية: دليل القراءة والفهم. Article summary: رموز اللحام هي لغة مختصرة على الرسومات الهندسية تحدد نوع اللحام ومكانه وأبعاده؛ أهم قاعدة للقراءة هي تتبع السهم وخط المرجع، مع التأكد من المعيار المستخدم لأن AWS وISO قد يعرضان جهة اللحام بطريقة مختلفة.. Topic tags: welding, welding symbols, engineering, mechanical engineering, technical drawing. Style: premium digital editorial illustration, source-backed research mood, clean composition, high detail, modern web publication hero. Avoid: logos, brand marks, copyrighted characters, real person likenesses, fake screenshots, UI text, readable text, watermarks, charts with fake numbers, clickbait thumbnails, icons, and tiny thumbnail layouts. Make it useful as an illustrative visual, not as factual evidence.
焊接符號不是工程圖上隨手畫的小三角形或 V 形,而是一套壓縮過的施工語言。AWS A2.4 建立了在圖面上標示焊接、釬焊與非破壞檢測資訊的方法;ISO 2553 則說明,為了避免圖面過度擁擠,部分細節可以交由圖面註記或其他設計文件補充 。
實務上,最安全的讀法不是先背符號表,而是照順序拆解:先看圖面採用哪一套標準,再沿箭頭找到接頭,接著讀符號相對於參考線的位置,最後看尺寸、尾註與補充符號。
1. 先確認圖面採用的標準
打開圖面時,先看標題欄、一般註記或專案規範,確認使用的是 AWS A2.4、ISO 2553、BS EN 22553,還是業主或專案自訂規範。原因很簡單:不同系統對「焊在哪一側」與符號呈現方式的規則可能不同 。
在 ISO 2553 中,文件指出焊接符號最好標在實際施焊的接頭同一側,也就是箭頭側;同時也允許把細節轉交給圖面註記或其他設計文件,以免圖面資訊過載 。而在 BS EN 22553 的說明中,實線與虛線被用來區分板件的近側與遠側;符號位在實線或虛線上,意義並不相同
。
Studio Global AI
Search, cite, and publish your own answer
Use this topic as a starting point for a fresh source-backed answer, then compare citations before you share it.
大家也會問
「工程圖上的焊接符號怎麼讀:AWS 與 ISO 判讀指南」的簡短答案是什麼?
焊接符號要當成一整句施工指令來讀:先確認圖面採用的標準,再看箭頭、參考線、焊接側、焊縫類型、尺寸與尾註。
最值得優先驗證的重點是什麼?
焊接符號要當成一整句施工指令來讀:先確認圖面採用的標準,再看箭頭、參考線、焊接側、焊縫類型、尺寸與尾註。 常見 AWS 讀法中,符號在參考線下方通常表示箭頭側,上方表示另一側;BS EN 22553 則以實線與虛線區分近側與遠側。
接下來在實務上該怎麼做?
符號旁的數字不是附註而已,可能代表尺寸、長度、節距、根部間隙、坡口角度或最終焊道輪廓。
來源
- pubs.aws.org[PDF] Standard Symbols for Welding, Brazing, and Nondestructive ...
- cdn.standards.iteh.ai[PDF] INTERNATIONAL STANDARD ISO 2553
- roymech.orgDrawing Guide WELD SYMBOLS - Roy Mech
- roymech.co.ukWeld Symbols Explained: Chart, Meanings & Diagrams (ISO Guide) - RoyMech
- mplso2.com[PDF] Welding Symbol Chart
- openwa.pressbooks.pub16.6 Basic Elements of Welding Symbols – Introduction to Welding