Baca simbol pengelasan secara berurutan: standar yang dipakai, panah, garis referensi, posisi simbol, jenis las, ukuran, lalu ekor dan simbol tambahan. Angka di sekitar simbol tidak selalu berarti ukuran las; bisa menunjukkan panjang, jarak antar las, sudut kampuh, celah akar, kedalaman pengisian, atau penetrasi, te...
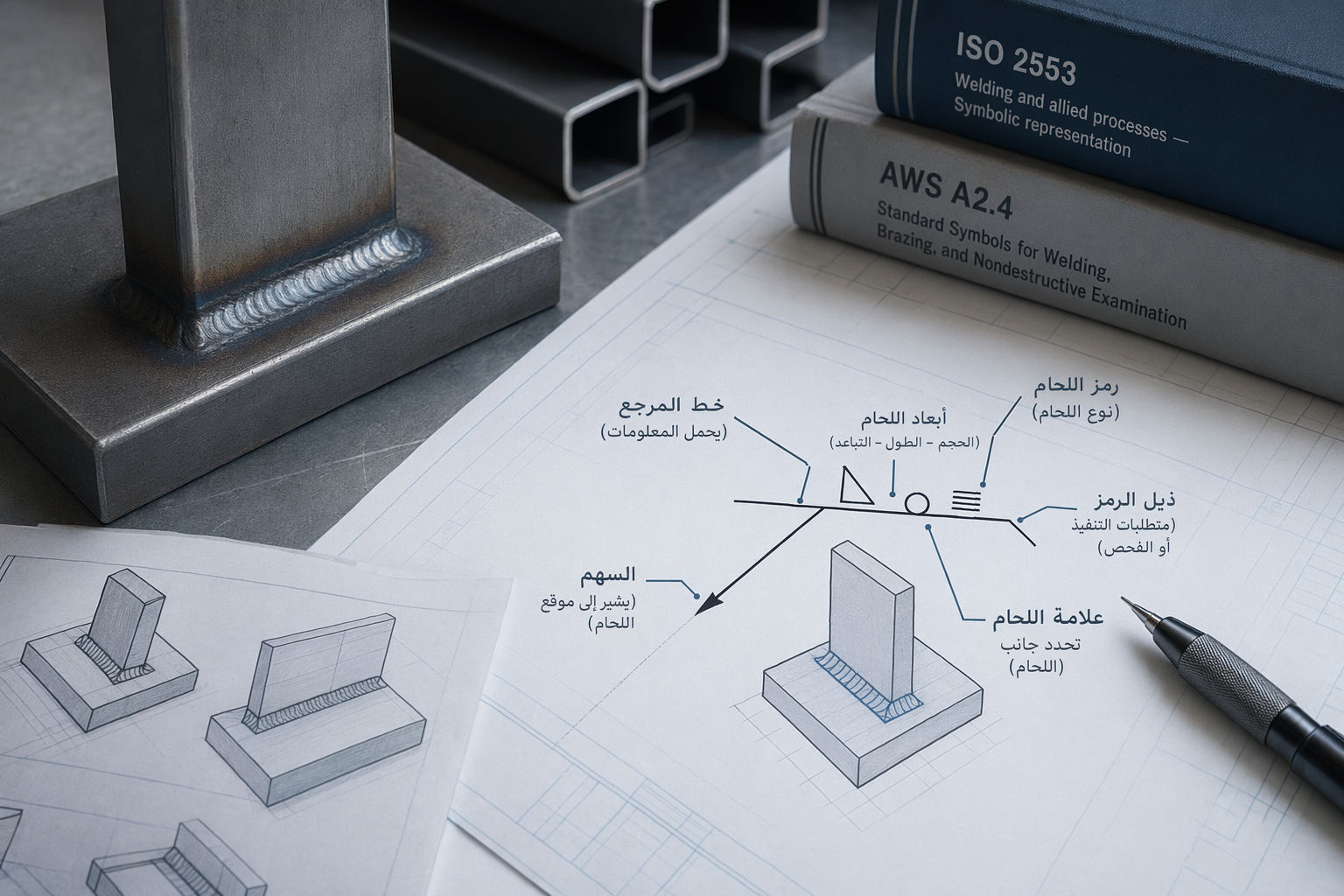
رموز اللحام: دليل عربي مختصر لقراءتها في الرسومات الهندسيةتصوير توضيحي مولّد بالذكاء الاصطناعي لرموز اللحام وخط المرجع في الرسومات الهندسية.
AI Perintah
Create a landscape editorial hero image for this Studio Global article: رموز اللحام: دليل عربي مختصر لقراءتها في الرسومات الهندسية. Article summary: رموز اللحام هي لغة مختصرة على الرسومات الهندسية تحدد نوع اللحام وموقعه وأبعاده ومتطلبات التنفيذ أو الفحص؛ ابدأ بقراءة خط المرجع والسهم، ثم تأكد من المعيار المستخدم لأن تفاصيل AWS وISO قد تختلف [3][5].. Topic tags: welding, engineering, metal fabrication, technical drawing, manufacturing. Style: premium digital editorial illustration, source-backed research mood, clean composition, high detail, modern web publication hero. Avoid: logos, brand marks, copyrighted characters, real person likenesses, fake screenshots, UI text, readable text, watermarks, charts with fake numbers, clickbait thumbnails, icons, and tiny thumbnail layouts. Make it useful as an illustrative visual, not as factual evidence.
openai.com
Simbol pengelasan pada gambar teknik adalah bahasa singkat antara perancang, juru las, fabrikator, dan inspektur. Dari satu rangkaian simbol, gambar dapat memberi tahu jenis las, lokasi, ukuran, dan kadang proses pengelasan atau persyaratan pemeriksaan pada sambungan .
Namun, cara membacanya tidak cukup dengan menghafal bentuk segitiga, V, atau lingkaran. Langkah pertama adalah mengetahui standar yang digunakan pada gambar. Simbol menurut AWS/A2.4 tidak selalu disajikan sama persis dengan sistem ISO atau BS EN . Karena itu, sebelum menarik kesimpulan di bengkel atau ruang inspeksi, cek dulu catatan gambar dan spesifikasi proyek.
Jangan samakan simbol jenis las dengan simbol pengelasan lengkap
Dalam gambar teknik, ada dua istilah yang sering tercampur:
Simbol jenis las: tanda kecil pada garis referensi, misalnya segitiga untuk las fillet atau bentuk V untuk las alur.
Simbol pengelasan lengkap: satu paket yang mencakup garis referensi, panah, ekor opsional, simbol jenis las, dimensi, dan simbol tambahan .
Studio Global AI
Search, cite, and publish your own answer
Use this topic as a starting point for a fresh source-backed answer, then compare citations before you share it.
Apa jawaban singkat untuk "Cara Membaca Simbol Pengelasan pada Gambar Teknik"?
Baca simbol pengelasan secara berurutan: standar yang dipakai, panah, garis referensi, posisi simbol, jenis las, ukuran, lalu ekor dan simbol tambahan.
Apa poin penting yang harus divalidasi terlebih dahulu?
Baca simbol pengelasan secara berurutan: standar yang dipakai, panah, garis referensi, posisi simbol, jenis las, ukuran, lalu ekor dan simbol tambahan. Angka di sekitar simbol tidak selalu berarti ukuran las; bisa menunjukkan panjang, jarak antar las, sudut kampuh, celah akar, kedalaman pengisian, atau penetrasi, tergantung jenis dan posisi angkanya [3][5].
Apa yang harus saya lakukan selanjutnya dalam latihan?
Simbol penting yang perlu dikenali mencakup las fillet, las alur/kampuh, las lubang dan slot, las titik, las seam, las stud, serta simbol uji tak merusak bila dicantumkan pada gambar [2][28].
Perbedaannya penting. Bentuk simbol mungkin sudah dikenali, tetapi posisi simbol di atas atau di bawah garis referensi, angka yang menyertainya, atau catatan pada ekor dapat mengubah cara pengerjaan sambungan .
Bagian utama dalam simbol pengelasan
Bagian
Arti praktisnya
Garis referensi
Garis utama tempat simbol las, ukuran, dan catatan ditempatkan .
Panah
Menghubungkan simbol dengan sambungan atau bagian yang harus dilas; panah juga menentukan apa yang disebut sisi panah .
Simbol jenis las
Menunjukkan jenis las yang diminta, seperti fillet, alur/kampuh, lubang, slot, titik, seam, stud, atau jenis lain .
Dimensi
Dapat menunjukkan ukuran, panjang, jarak antar-pusat, sudut alur, celah akar, kedalaman pengisian, atau jumlah las, tergantung jenis simbol dan posisi angka .
Ekor
Bagian opsional untuk menulis spesifikasi, proses pengelasan, klasifikasi, atau referensi tambahan; dapat dihilangkan jika tidak ada informasi referensi .
Simbol tambahan
Dapat mencakup simbol las lapangan, las keliling, bentuk permukaan, metode finishing, atau simbol pemeriksaan tak merusak sesuai standar yang dipakai .
Aturan sisi panah dan sisi seberang
Dalam konvensi AWS/A2.4 yang banyak dijumpai pada gambar fabrikasi, posisi simbol terhadap garis referensi menunjukkan sisi pengerjaan :
Simbol di bawah garis referensi berarti las dikerjakan pada sisi panah.
Simbol di atas garis referensi berarti las dikerjakan pada sisi seberang sambungan.
Simbol di kedua sisi garis referensi umumnya berarti las diminta pada kedua sisi sambungan .
Meski begitu, aturan ini bukan alasan untuk mengabaikan standar proyek. TWI menjelaskan bahwa standar simbol las tidak menampilkan semua detail dengan cara yang sama; ISO 2553 dan BS EN 22553 memiliki karakteristik penyajian yang perlu diperhatikan saat membaca gambar .
Cara memahami angka di sekitar simbol
Kesalahan yang sering terjadi adalah menganggap setiap angka di dekat simbol sebagai ukuran las. Padahal, maknanya berubah sesuai jenis simbol dan letak angka. Angka dapat menunjukkan panjang las, jarak antar-las, sudut alur, celah akar, kedalaman pengisian, atau jumlah las untuk lubang, slot, titik, seam, stud, dan projection weld .
Untuk sambungan tumpul, TWI menyebutkan bahwa huruf S dengan angka di sebelah kiri simbol las menunjukkan kedalaman penetrasi. TWI juga menjelaskan bahwa jika tidak ada persyaratan dimensi khusus untuk las tumpul pada gambar yang memakai simbol las, biasanya kebutuhan yang dimaksud adalah las tumpul dengan penetrasi penuh .
Jenis simbol pengelasan yang paling sering muncul
1. Las fillet atau las sudut
Las fillet digambarkan dengan segitiga siku-siku pada garis referensi. National Board menjelaskan bahwa kaki tegak pada simbol fillet selalu berada di sebelah kiri . Setelah posisi simbol menentukan sisi pengerjaan, angka di sekitar simbol dibaca untuk mengetahui ukuran, panjang, atau jarak antar-las jika dicantumkan .
2. Las alur atau groove weld
Simbol las alur sering dipakai pada sambungan tumpul. Sambungan dapat membutuhkan persiapan tepi logam sebelum pengelasan, tetapi bisa juga tidak . Jika las dikerjakan hanya dari satu sisi, bentuknya disebut single groove weld; jika dikerjakan dari dua sisi, disebut double groove weld . Pada beberapa simbol alur, patahan atau tekukan pada panah dapat membantu menunjukkan sisi sambungan yang harus dipersiapkan .
3. Las lubang dan las slot
Simbol las lubang atau slot muncul ketika lubang atau celah memanjang harus diisi untuk menyatukan bagian-bagian logam. Dimensi yang menyertainya dapat menunjukkan jumlah las, sudut countersink, kedalaman pengisian, atau jarak antar-pusat, tergantung kasusnya .
4. Las titik, seam, stud, dan projection weld
Tabel simbol dasar tidak berhenti pada fillet dan alur. Simbol dasar juga mencakup las titik, seam weld, stud weld, dan projection weld, yang muncul pada gambar ketika proses atau bentuk sambungan tersebut memang digunakan .
5. Back weld, backing weld, edge weld, dan catatan lanjutan
Pada gambar yang lebih rinci, Anda bisa menemukan simbol untuk back weld, backing weld, atau edge weld. Informasi pelaksanaan tambahan juga dapat ditulis pada ekor simbol, misalnya nomor klasifikasi yang diperlukan dalam aplikasi tertentu. Karena itu, ekor simbol tidak boleh dianggap sekadar catatan sampingan .
6. Simbol uji tak merusak
Gambar juga dapat mencantumkan persyaratan pemeriksaan tak merusak atau NDT. AWS A2.4 tidak hanya membahas simbol pengelasan, tetapi juga simbol brazing dan pemeriksaan tak merusak; jadi, bila simbol inspeksi muncul pada gambar, simbol itu harus dibaca sebagai bagian dari persyaratan pelaksanaan dan penerimaan .
Langkah cepat membaca simbol pengelasan
Pastikan standarnya lebih dulu. Cari catatan gambar atau spesifikasi proyek untuk mengetahui apakah gambar memakai AWS, ISO, atau standar lain, karena perbedaan standar dapat mengubah cara penafsiran simbol .
Ikuti arah panah ke sambungan. Panah menunjukkan komponen atau sambungan yang dikenai instruksi pengelasan .
Tentukan sisi las. Dalam susunan AWS yang umum, simbol di bawah garis referensi berarti sisi panah, simbol di atas berarti sisi seberang, dan simbol pada kedua sisi berarti pengelasan pada kedua sisi .
Kenali jenis simbolnya. Bedakan apakah simbol itu menunjukkan fillet, alur, lubang, slot, titik, seam, stud, atau jenis lain .
Tafsirkan dimensi sesuai konteks. Jangan membaca angka secara terpisah; hubungkan dengan posisi dan jenis lasnya, karena angka bisa berarti ukuran, panjang, jarak, sudut, celah akar, kedalaman pengisian, atau kedalaman penetrasi .
Baca ekornya. Jika ada ekor, bagian ini dapat berisi proses pengelasan, spesifikasi, klasifikasi, atau referensi yang wajib diikuti .
Periksa simbol tambahan. Simbol las lapangan, las keliling, kontur permukaan, finishing, atau uji tak merusak dapat menambahkan syarat penting pada pekerjaan .
Contoh pembacaan singkat
Simbol fillet di bawah garis referensi: dalam konvensi AWS yang umum, ini berarti las fillet dikerjakan pada sisi panah. Setelah itu, baca angka di sekitar simbol untuk menentukan ukuran, panjang, atau jarak antar-las bila ada .
Simbol alur V di atas garis referensi: jika gambar memakai susunan AWS, posisi di atas garis referensi berarti las diminta pada sisi seberang sambungan, bukan pada sisi panah .
Huruf S dengan angka pada simbol las tumpul: menurut penjelasan TWI, huruf S dengan angka di sebelah kiri simbol las tumpul menunjukkan kedalaman penetrasi .
Informasi pada ekor simbol: jika ekor berisi nomor klasifikasi, spesifikasi, atau proses, informasi itu harus dibaca sebelum pekerjaan dimulai; referensi teknis menunjukkan contoh informasi wajib yang ditempatkan pada ekor simbol pengelasan .
Kesalahan yang perlu dihindari
Memakai tabel simbol umum tanpa memeriksa standar. Cara penyajian dapat berbeda antara AWS, ISO, dan BS EN, sehingga standar gambar atau spesifikasi proyek harus menjadi acuan .
Menganggap semua angka sebagai ukuran las. Angka dapat menunjukkan panjang, jarak, sudut alur, celah akar, kedalaman pengisian, atau kedalaman penetrasi .
Mengabaikan posisi simbol di atas atau di bawah garis referensi. Dalam konvensi AWS yang umum, posisi ini menentukan sisi pengerjaan .
Tidak membaca ekor simbol. Ekor dapat memuat spesifikasi, proses, atau klasifikasi yang tidak terlihat pada simbol dasar .
Melewatkan simbol inspeksi. Jika simbol pemeriksaan tak merusak muncul, simbol itu merupakan bagian dari persyaratan gambar, bukan hiasan tambahan .
Intinya
Cara paling aman membaca simbol pengelasan adalah memakai urutan tetap: cek standar, ikuti panah, tentukan sisi simbol, kenali jenis las, baca dimensi, periksa ekor, lalu lihat simbol tambahan. Aturan atas dan bawah garis referensi sangat membantu pada gambar berbasis AWS, tetapi standar yang tertulis pada gambar dan spesifikasi proyek tetap menjadi rujukan akhir ketika ada perbedaan atau keraguan .